 Many companies making high tech sophisticated products require testing prior to selling and/or end-user installation. Putting these products thru a thorough and vigorous test process will not only satisfy client requirements but will also give you peace of mind that your products can withstand the rigors of real-world environments once they have left your company. A heavyweight boxing champion in the US once said, “Everybody has a plan until they get punched in the mouth.” Just like sports, that is true in our fabrication & testing industry.
Many companies making high tech sophisticated products require testing prior to selling and/or end-user installation. Putting these products thru a thorough and vigorous test process will not only satisfy client requirements but will also give you peace of mind that your products can withstand the rigors of real-world environments once they have left your company. A heavyweight boxing champion in the US once said, “Everybody has a plan until they get punched in the mouth.” Just like sports, that is true in our fabrication & testing industry.
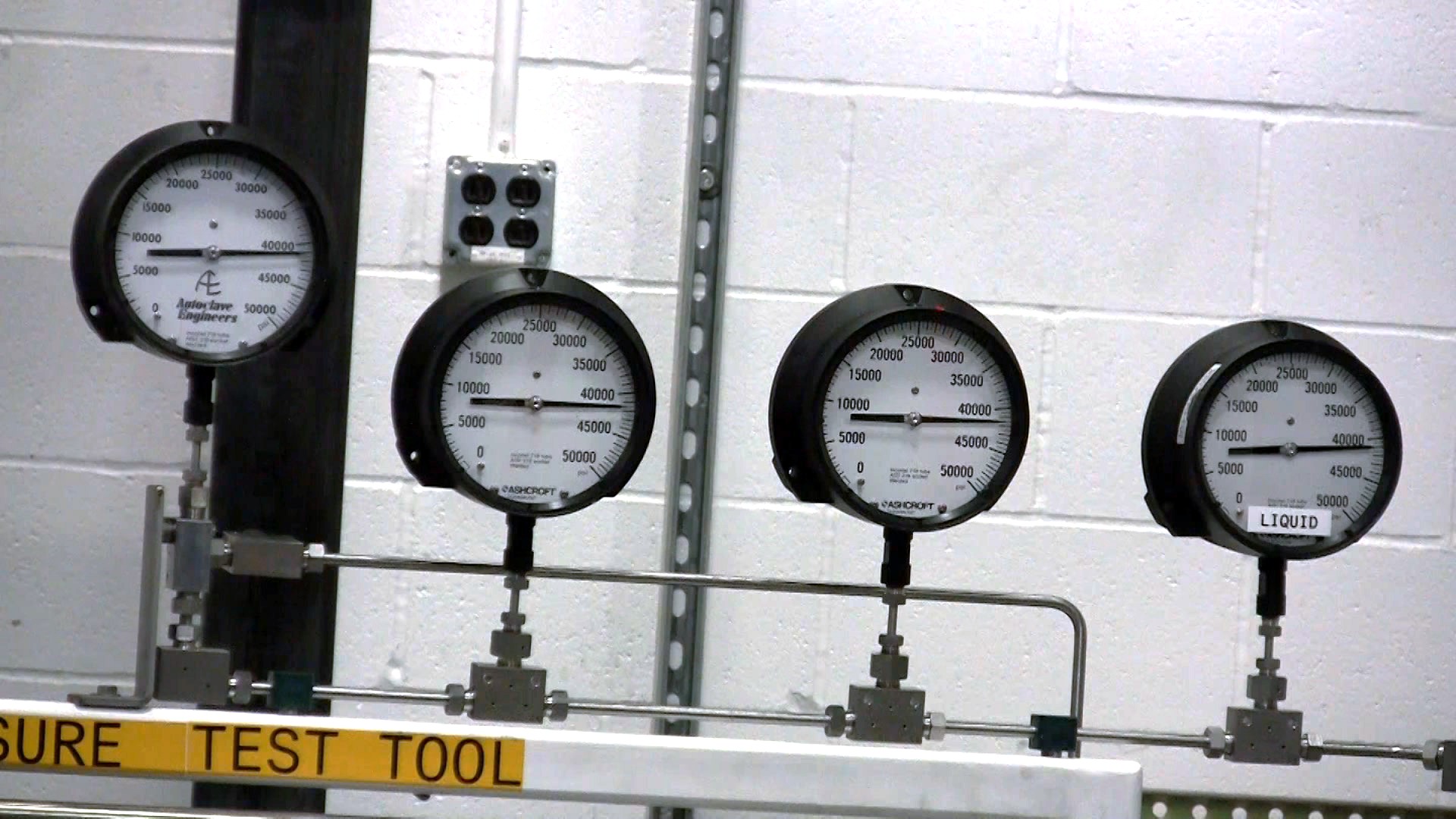
In the high-pressure testing world, Optimation designs and builds test assemblies that put our client’s individual products thru the torturous conditions seen out in the real world. Many of our clients come to us from the Oil and Gas industry, where they need to subject their down-hole tools to high temperature and high-pressure conditions, simulating deep well conditions.
Testing and verifying that our client’s equipment can withstand the harsh conditions of a deep oil well greatly improves the odds that their equipment will work first time, every time. At Optimation, we operate all equipment of our test systems in the shop prior to conducting a Factory Acceptance Test (FAT) with the client. The test procedure can be simple, which typically involves a communication check of all field devices with the main control system (I/O checkout), as well as running the system software and performing a test simulation when a client’s product is not available to test in the shop.
The preferred FAT, however, is to have a client product connected to the test system so that an actual test run can be performed, instruments tuned to that product, process setpoints and alarm triggers set to right values, data collected properly for product verification, and formal test reports generated that are both clear and comprehensive. Spending this extra time in the shop during the FAT also ensures process and worker safety is tested and documented, especially since our client’s products are eventually installed in harsh, hazardous environments. Safety in the high-pressure testing world should always be a # 1 concern for everyone.
Subcom Background
Besides the high pressures of a deep oil well, the pressure at the bottom of the ocean is also a major concern of one of Optimation’s new client – Subcom – a company that manufactures, assembles, and lays communication equipment, cable, and connectors throughout the world’s oceans.
There is a lot of research, data analysis, and engineering that goes into mapping out where a Subcom system is set to be installed, such as avoiding hazards like deep canyons, ridges, sharp coral, and shipwrecks. If you look at a map of where communication cables are laid, they follow certain paths. There are also rules about crossing other cables and how far apart they must be from other cables. During the survey, the experts will also decide what type of armoring is required – a cable may have three or four sections with different types of protection. Not much armoring is needed if you are burying the cable in the sand, but it is critical protection if you are passing over ridges or across rocky bottoms.
In Subcom’s business, reliable systems, faster data transfer and efficient switching are needed to run correctly when they are installed. These communication systems are installed in the deepest parts of the world’s oceans, and not above ground along telephone poles where they can be easily maintained. Installing Subcom’s high tech communication components in these harsh environments present several pressure problems to overcome. Therefore, Subcom and Optimation teamed up to design/build a new test system for Subcom’s next gen products, so they can keep the data flowing globally and maintain connectivity with all parts of the world.
A New High Pressure Test System is Installed
Since Subcom products need to withstand extremely high pressures, they partnered with Optimation to design and build a new high-pressure test system to replace their current system. This new test system will greatly improve Subcom’s manufacturing process by upgrading to new modern components, meet higher safety standards, provide more reliable testing, and reduce the unplanned shutdowns of their current test system. With the enhanced data collection and report generation, Subcom will be able to certify their new products soon to be installed in our deepest waters, so that big companies like Google, Microsoft, and Facebook can keep data flowing.
There are multiple hardware and software components to a high-pressure test system, with the main one being the high-pressure patch panel, a pressure supply assembly for the Unit Under Test (UUT). Design starts with agreement on the P&ID, which lays out the system functionality and flow path. From there, a 3D model was created so Optimation and Subcom can see what the future panel would look like. See the photos below showing the design drawing and the actual panel built in the shop:
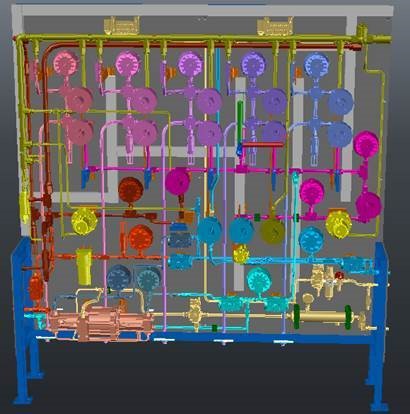
3D colored model drawing above.
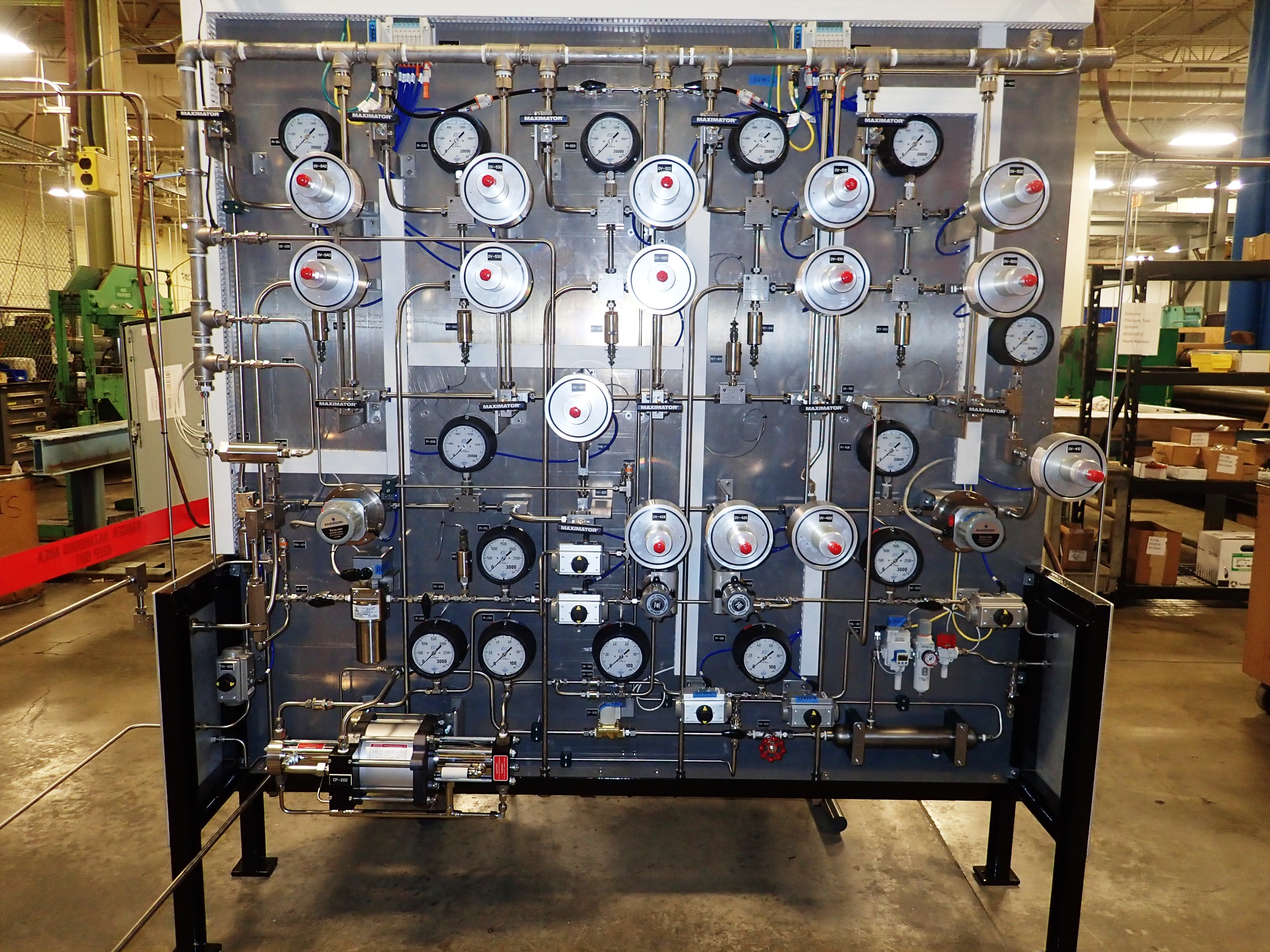
Actual panel that was built above.
When all subsystems have been assembled, they are then connected mechanically and electrically to each other, as well as to utilities. Below is a picture of how this equipment was laid out in the Optimation shop prior to the Subcom FAT. Note the high-pressure tank in the middle of the equipment layout – this was used to simulate a UUT so that all components could be put thru hardware and software testing together.

After successful testing in the Optimation shop, the equipment is then disassembled and shipped to Subcom’s new High-Pressure Test Lab, where it is reassembled and hooked up to their site utilities. Here are some pictures of the test equipment installed at their site:

Overall View of the Lab showing individual test bays picture below:

High-Pressure Test Panel and its Gas Supply Equipment shown below:

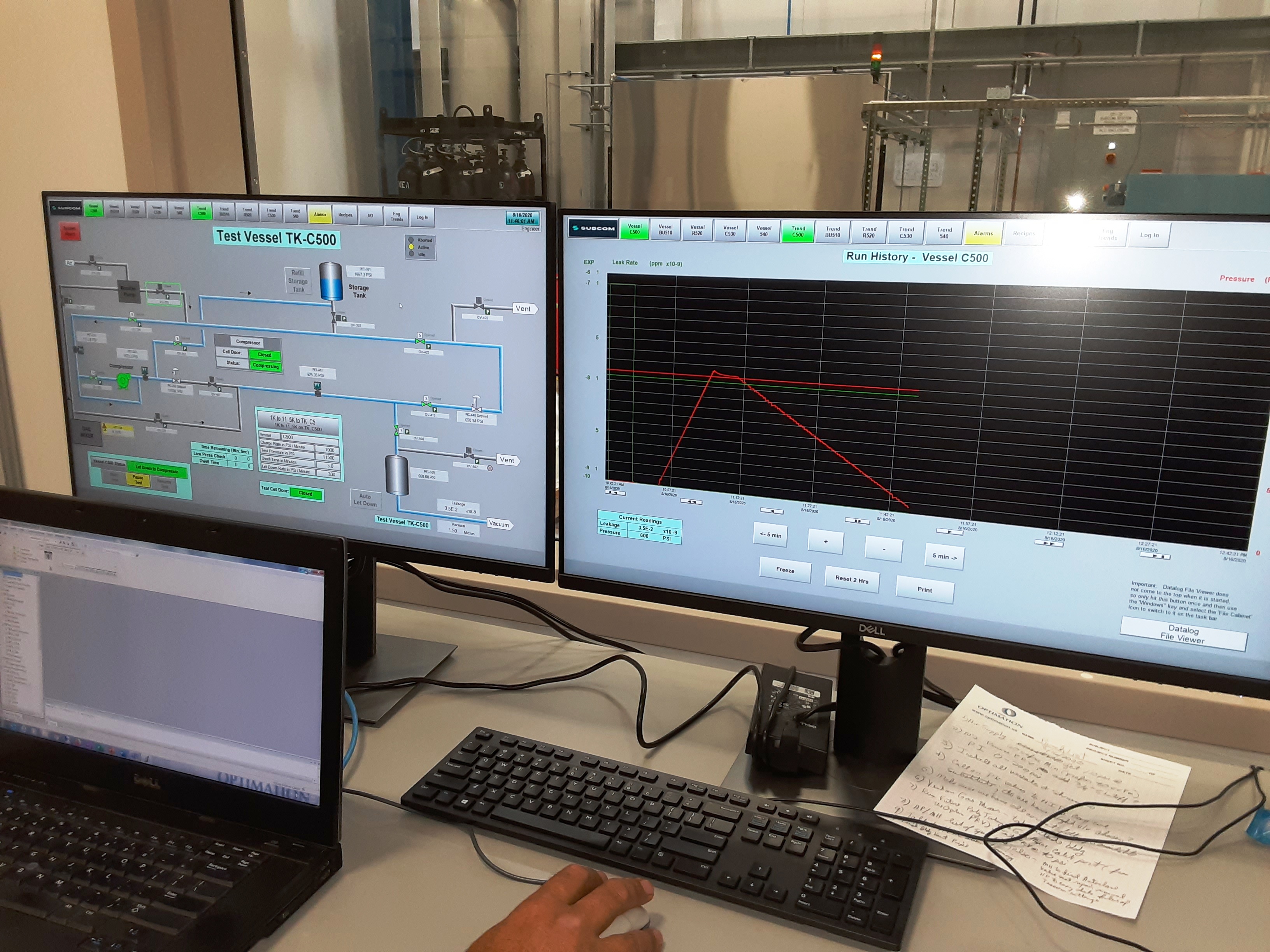
Here is a picture of the operator station, where the system is monitored and controlled. The system PFD, Process Monitors, & Recipe Control is on the left monitor, and this screen has all the critical operator-controllable components. The right monitor shows the pressure trace, which has a recipe involving a fast pressure up to set pressure, a short hold time, and then a longer bleed off sequence to ATM pressure.
So, if your company is interested in safely testing products and certifying them at high test pressures, including fast data collection and Certification Reports, contact Optimation and we’ll be happy to review your project and recommend a testing system. If your project involves communication across our vast oceans, visit the Subcom website and contact them to get your project started.
Or – contact us!
{{cta(’81d8e030-97be-4420-ab03-a44363808a26′,’justifycenter’)}}
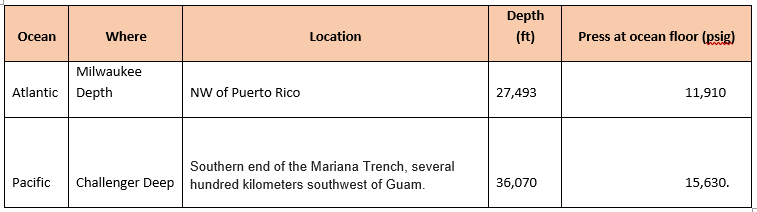
And lastly – in case you were wondering where the deepest parts were in our world’s oceans, see the table below:
About the Authors:
 Mark Haboian is a Senior Program Manager at Optimation Technology Inc., and has 38 years of experience in the chemical/mechanical process industries. He works in development, design, manufacturing, maintenance, and startup/commissioning for many different systems built at Optimation and installed at client facilities. His expertise at Optimation is broad, with special emphasis on high pressure test systems, clean sanitary process equipment and piping, hazardous chemical process equipment and piping, chemical storage tank design, and solution delivery systems.
Mark Haboian is a Senior Program Manager at Optimation Technology Inc., and has 38 years of experience in the chemical/mechanical process industries. He works in development, design, manufacturing, maintenance, and startup/commissioning for many different systems built at Optimation and installed at client facilities. His expertise at Optimation is broad, with special emphasis on high pressure test systems, clean sanitary process equipment and piping, hazardous chemical process equipment and piping, chemical storage tank design, and solution delivery systems.